AWS E7018 WELDING ROD 2.5MM 3.2MM 4.0MM 5.0MM

Short Description:
- Model number: E7018 welding electrode
- Original place: Hebei,China
- Thickness: 2.5mm 3.2mm 4.0mm 5.0mm
- Length: 300mm 350mm 400mm.450mm
- Weight: 2.5kg/box 5kg/box 20kg/carton
- OEM: Accept
- Brand name: Five-Star Light
- Trade term: FOB CNF CIF
- Payment term: T/T L/C
- Delivery time: Approx 20days
- Packing: 2.5kg/box 8boxes/carton; 5kg/box 4boxes/carton
- Main market: European Union,America, South America .Middle-East,Africa etc
Hebei Five-Star Metal Products Co.,Ltd
Hebei Five-Star Metal as a professional manufacturer and supplier of steel wire produccts more than 25 years since 1998 !
Owned factories in Hebei province and Tianjin Area- The main steel industry base in North China . Taking the advantages of near to steel mills and more than 30 years local traditional wire products producing,our company have been continuously producing and exporting various high quality wire products to the world markets, With more than 20 years service for many long-term customers worldwide.Hebei Five-Star Metal have accumulated rich experience in quality and packing for different markets and buyers, which making co operations more convenient and reliable
Solide welding wire ,Flux cored welding wire, Electrode and production machines for related products etc .With the efforts of our Five-Star staff ,our products have been exported to over 30 countries.
Our factroies have achieved ISO9001 certification since 2004. Our qualified raw materials ,Professional production facilites,skilled workers and inspection system which throughout the entire production process have lead to world-class quality and ver good credits!
Facing the keener competition in the world markets, Hebei Five-Star Metal will be very glad to be your best choice as singel source of wire products;we have been aiming at offering five star wire products with Five-star quality,and Five-star service !
AWS E7018 WELLDING ELECTRODS
E7018 welding rod is a mild steel Stick Welding Rod having low hydrogen covering and can be used for all position welding.
E7018 rod can be used with AC and DCEP (Reverse polarity)- Electrode positive. The electrode coating of E7018 is mixed with Iron-powder to increase the amount of weld deposit compared to E7015, E6013 rods, etc.
Applications:
E7018 welding rod can be used in various situations, providing moderate penetration and producing crack resistant welds on metals. 7018 welding rod can efficiently produce high-quality welds on steel and difficult to machine metals, making it an ideal choice for building applications that require sturdy and high-quality welds. Due to the crack resistance of the welds produced by these welding rods, they are also an ideal choice for processing on carbon steel.
E7018 tensile strength:
The tensile strength of a material refers to the tensile force required to cause sudden fracture, rupture, or deformation of the material. Welding with 7018 electrodes can produce welds with high tensile strength. The tensile strength of the electrode is represented in the first two digits of the electrode identification number. The minimum tensile strength of the weld produced by the 7018 welding rod is 70000 pounds per square inch.
E7018 welding rod features:
E7018 welding rod E7018 welding rod is an alkaline calcium titanium type welding rod, which has the characteristics of stable arc, good weld shape, and small welding deformation. It is suitable for welding various positions of third grade steel, especially for welding heavy-duty structures. E7018 welding rod has stable welding performance and high weld quality, and is widely used in fields such as shipbuilding, machinery manufacturing, etc.
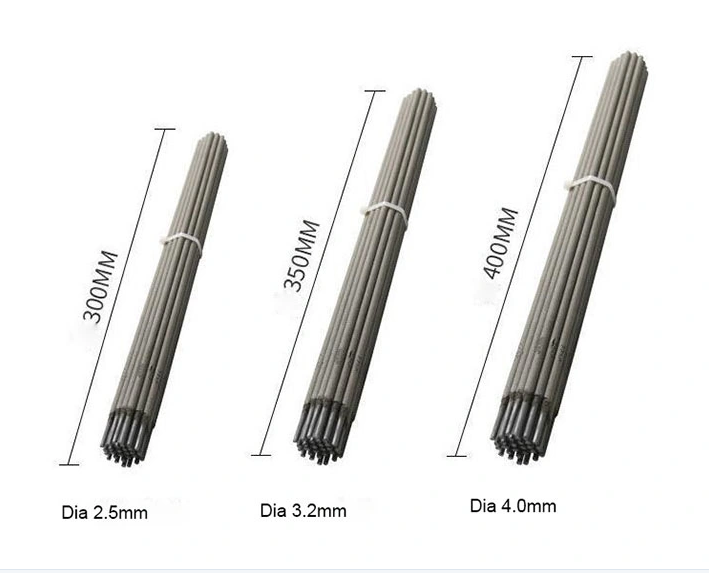


E7018 WELDING ROD SPECIFICATIONS
| Thickness | Length | Packing |
| 2.5mm | 300mm | 2.5kg/box 8boxes/carton |
| 3.2mm | 350mm | 5.0kg/box 4boxes/carton |
| 4.0mm | 400mm | 5.0kg/box 4boxes/carton |
| 5.0mm | 400/450mm | 5.0kg/box 4boxes/carton |
DEPOSIT COMPOSITION (QUALITY SCORE): %
|
items |
C |
Mn |
Si |
S |
P |
Ni |
Cr |
Mo |
V |
|
Requirements |
≤0.10 |
0.85- 1.40 |
≤0.65 |
≤0.030 |
≤0.035 |
≤0.30 |
≤0.20 |
≤0.30 |
≤0.08 |
|
Typicl Results |
0.06 |
1.00 |
0.30 |
0.015 |
0.020 |
0.030 |
0.035 |
0.005 |
0.004 |
MECHANICAL PROPERTIES:
|
items |
Tensile Strength Rm/MPa |
Yield Strength Rel/Rp0.2 MPa |
Elongation A/% |
Charpy V-Notch KV2(J)-30℃ |
|
Requirements |
490-660 |
≥400 |
≥22 |
≥80 |
|
Typical Results |
590 |
480 |
28 |
160 |
YPICAL OPERATING PROCEDURES: (AC,DC+)
|
Diameter in(mm) |
2.5 |
3.2 |
4.0 |
5.0 |
|
Current in(A) |
60-100 |
100-150 |
170-210 |
210-250 |
AWS E7018 WELLDING ELECTRODS APPLICATIONS






ATTENTION:
1. Electrode must be approved by 350-380℃ for 1 hour before welding, dry the electrode when use it.
2. The rust, oil, water and other impurities of the weld must be removed before welding.
3. Must use short arc welding, the swings should not be too large, narrow bead welding is appropriate.
4. To prevent producing arc porosity, arc plate should be adopted or use return method for arc welding.
Shipping details
We have been exporting for over 20 years and have professional shipping partners (MSC,MARSK,CMA,COSCO,APL,CSAV etc) to ensure that each container of goods can smoothly arrive at the destination port and reduce risks.